Анализа прецизног производног процеса за иглу за убризгавање В3 — како технологија Маннерс ствара основне компоненте за индустријску аутоматизацију
May 05, 2026
У аутоматизованим производним линијама за брзу{0}}потрошну робу као што су храна и дуван, прецизно убризгавање укуса и мириса је критична карика која одређује доследан квалитет производа. Као главни крајњи-ефектор аутоматизованих робота за ињектирање, игла за убризгавање В3 има задатак да тачно испоручује течне сировине у траговима (нпр. етерична уља, биљне екстракте, мирисе за храну{6}}) одређеним носачима. Његове перформансе директно диктирају прецизност убризгавања, ефикасност и поузданост. Са дубоком експертизом у високо-прецизној обради метала, Маннерс Тецхнологи испоручује комплетно производно решење за ову основну компоненту-од микронског-формирања до нанометарске-завршне обраде површине{13}}постављајући се као незамењив партнер за прецизну производњу аутоматизоване опреме 4} у глобалном ланцу снабдевања{1} врхунског{1}
И. Основна структура: функционална интеграција преко „врха игле са двоструком-рупом“ и „шестоугаоне основе са пуним-навојем“
Иако је компактна, игла за убризгавање В3 је високо интегрисана функционална компонента. Његов дизајн се бави кључним болним тачкама у аутоматизованој производњи: стабилност везе, тачност убризгавања, издржљивост и чистоћа.
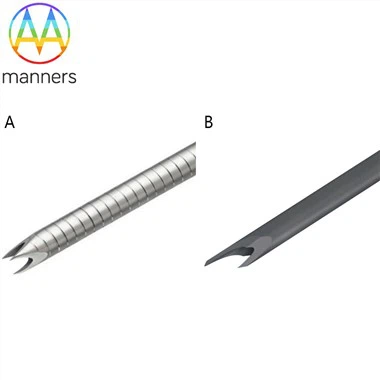
Пуна -шестоугаона основа навојаБаза има навоје у складу са стандардом АСМЕ Б1.21М и обрађена је у шестоугаони облик. Овај дизајн омогућава двоструко закључавање: навоји испоручују робусну аксијалну силу стезања, док шестоугаони бајонет савршено одолева торзионом моменту који се ствара током рада машине. Ово спречава случајно отпуштање или ротацију игле током рада, обезбеђујући апсолутну фиксацију тачке убризгавања-механичке основе за поновљено позиционирање.
Дизајн врха игле са две рупеОво представља техничку суштину В3 игле. Уместо једноставне једне рупе, врх игле има две симетричне или посебно угаоне микро-рупе формиране прецизним прорачуном и машинском обрадом. Овај дизајн оптимизује поље протока током пражњења течности, обезбеђујући равномернију дистрибуцију убризганих течности (посебно екстракта високог{4}}вискозитета или етеричних уља) и стабилну атомизацију или млаз. Елиминише капање, прскање или одступање у правцу који је уобичајен код дизајна са једном{6}}отвором, значајно побољшавајући униформност убризгавања и могућност контроле.
ИИ. Процес формирања језгра: Врхунска комбинација прецизног окретања клизне главе главе и окретног завијања
Трансформација шипке од нерђајућег челика у тако прецизну компоненту ослања се на Маннерсове основне производне могућности.
Цитизен Цинцом Л12-1М7 струг са клизним челом: „Микро-вајар“ за базуОбрада хексагоналне основе је прва препрека у прецизној производњи. Манире усвајају ЈапанциЦитизен Цинцом Л12-1М7 аутоматски струг са клизном главом, дизајниран посебно за танке осовине и делове малих{0}}пречника. Његове основне предности укључују:
Ултра{0}}висока прецизност: Тачност позиционирања од ±0,01 мм и угаона толеранција од ±0,1 степен, обезбеђујући тачност навоја, хексагоналну симетрију и перпендикуларност основе{2}}на-односне тачке везе иглене цеви.
Једноструко стезање, комплетна обрада: Опремљен секундарним системом вретена и вишеструким електричним алатима, обавља све процесе у једном подешавању-спољно стругање, шестоугаоно глодање, бушење, урезивање и назад{1}}обликовање. Ово елиминише секундарне грешке стезања, критичне за обезбеђивање концентричности финалног производа и геометријских толеранција. Добијена храпавост површине достижеРа < 0,4 μм, пружајући идеалну површину за спајање за накнадно ласерско заваривање.
Дво-Ротационо завијање: обликовање „функционалног“ врха иглеФормирање врха игле-нарочито структуре са двоструким отвором-зависи од ротационог набијања. Манирс користи адве-машине за ротирање, који ради преко две (или више) матрица које испоручују брзу-брзину, синхронизовано клипно радијално ударање док се бланк ротира и повлачи аксијално.
Процес рада: Цев од нерђајућег челика се ротира и напредује кроз калупе. Непрекидно ударање чекићем изазива проток пластичног метала, равномерно смањујући спољашњи пречник цеви, повећавајући дебљину зида и постепено затварајући и ковајући крај у унапред постављени облик врха.
Техничке предности:
Висока прецизност и конзистентност: Формира сложене геометрије врхова са изузетном поновљивошћу, обезбеђујући конзистентне карактеристике протока кроз сваку иглу.
Врхунска структура металног зрна: Свагинг одржава континуирана метална влакна дуж контуре компоненте (за разлику од машинске обраде која сече влакна), дајући врху већу чврстоћу и отпорност на замор.
Реализација структуре са две рупе: Кроз прецизно контролисано набијање, две микро рупе-усаглашене са{1}}конструкцијом могу бити прецизно избушене или избушене током или након формирања врха.
ИИИ. Спајање високог{1}}интегритета: ласерско заваривање и обележавање
Интеграција одвојено обрађене основе и врха игле захтева метод спајања који пружа високу чврстоћу, минималну деформацију и чистоћу. Манири бираласерско заваривање.
Велика густина енергије, минималан топлотни утицај: Фокусирани ласерски зрак топи и спаја метал локално за милисекунде. Концентрисани унос топлоте доводи до изузетно мале зоне{1}}захваћене топлотом, обезбеђујући занемарљиву деформацију заваривања и чувајући оригиналну прецизност и механичка својства игле (нарочито деликатног врха).
Висока чврстоћа завара, без материјала за пуњење: Ласерски завари нуде висок однос дубине-према-ширине, са чврстоћом која обично одговара основном металу. Као аутогени процес заваривања, није потребна жица за пуњење, што спречава уношење нечистоћа и обезбеђује чистоћу компоненти-која је критична за примену у храни и фармацији.
Након{0}заваривања,ласерско обележавањетрајно угравира идентификатор "В3" на основу. Ова -метода бесконтактног обележавања је отпорна на хабање и корозију, што обезбеђује трајну следљивост производа.
ИВ. Осигурање перформанси и животног циклуса: „Трилогија“ површинског третмана
Прехрамбена индустрија укључује сложена окружења са изложеношћу киселинама, алкалијама, солима, уљима и другим медијима. Због тога је површинска обрада кључна за обезбеђивање-дуготрајног поузданог рада игле за ињекције В3 и усклађености са хигијенским стандардима.
Електрополирање(према стандарду АСТМ Б912) Компонента делује као анода у раствору електролита, где електролитичко растварање првенствено уклања микроскопске површинске избочине (подручја са већом густином струје). Овај процес доноси три кључне предности:
Глаткоћа огледала: Драматично смањује храпавост површине за зрцалну завршницу. Глатки унутрашњи лумен минимизира остатке течности и раст микроба; глатка спољна површина олакшава чишћење и смањује ризик од-унакрсне контаминације.
Уклањање микро{0}}квара: Елиминише микро-напрслине и пукотине од машинске обраде, повећавајући отпорност на замор.
Побољшана отпорност на корозију: Формира уједначенији пасивни филм-богат хромом, постављајући основу за каснију пасивизацију.
ПасивацијаЕлектрополиране компоненте су потопљене у раствор лимунске или азотне киселине. Ово уклања све слободне јоне гвожђа са површине и промовише формирање комплетног заштитног слоја хром-оксида на нерђајућем челику. Овај инертни пасивни филм је примарна баријера против електрохемијске корозије (рђања), обезбеђујући дугорочну стабилност у влажном окружењу и окружењу које садржи хлор-.
Ултразвучно чишћењеЗавршно дубинско чишћење се изводи након свих процеса обраде и обраде. Звучни таласи-високе фреквенције (40.000 Хз) стварају „кавитацију“ у раствору за чишћење, стварајући микро-мехуриће који се колабирају и ослобађају ударне таласе. Они продиру у сваку пукотину и микропоре компоненте, снажно уклањајући масноћу, остатке смесе за полирање, металне честице и друге загађиваче. Резултат је производ који испуњава медицинске/прехрамбене{7}}стандарде чистоће.
В. Контрола квалитета током целог процеса
Манирс' производни систем функционише у оквиру двоструког управљања квалитетомИСО 9001:2015 и ИСО 13485. Контрола квалитета није завршни корак, већ је интегрисана у сваку фазу: проверу сертификата материјала при уласку сировине, у-процесу димензионалне контроле након окретања и набијања (помоћу мерача игле, чељусти и пројектора), не-тестирање ласерских заварених спојева без разарања и коначна увећана инспекција врха игле и дуалне игле. Сваки параметар процеса је регулисан валидираним, документованим радним упутствима; свака серија производа је праћена комплетном, следљивом евиденцијом производње.
Закључак
Производни пут В3 игле за убризгавање је „трансформација“ почевши од једне шипке од нерђајућег челика, омогућена низом-напредних прецизних процеса. Беспрекорном интеграцијом високо-прецизног клизног токарења главе, напредног ротационог заваривања, чистог ласерског заваривања и научне обраде површине, Маннерс Тецхнологи није створила само физичку компоненту већ и поуздан крајњи{4}}ефектор који испуњава строге захтеве аутоматизоване производње Индустрије 4.0 за прецизност, дуготрајност, чистоћу, поузданост. Више од алата за убризгавање мириса, он представља микрокосмос и сведочанство кинеских прецизних производних могућности у сектору врхунских-индустријских компоненти.